Deskripsi
SO2 Emission Control | BLDJ1W/100W Single Alkali Desulfurization System
Eradicate Sulfur Dioxide (SO2) compliance risks instantly. Engineered by Ever-power, the BLDJ1W/100W Single Alkali Flue Gas Desulfurization (FGD) system is the ultimate solution for medium-to-small boilers and space-constrained industrial projects. Utilizing a highly reactive sodium-based absorbent, we guarantee outlet emissions below 35 mg/Nm3 without the scaling and clogging nightmares associated with traditional calcium methods.
⚙️ Executive Engineering Brief
🌊 Processing Capacity
- 📉 Gas Volume: 10,000 to 1,000,000 m3/h
- 🌡️ Allowable Gas Temp: <= 180 °C
- 🌫️ Inlet Sulfur Density: 1 to 1000 mg/Nm3
- ⚖️ Casing Pressure: -6000 to +6000 Pa
🎯 Purification Performance
- ✅ Outlet Emission: < 35 mg/Nm3
- ✅ Operating Resistance: 800 to 1300 Pa
- ✅ Scaling Risk: Near Zero (Clear Liquid)
- ✅ System Availability: > 98%
🏭 Ideal Applications
- 🏗️ Space-Constrained Sites: Compact footprint
- 🔥 Medium/Small Boilers: Industrial heating
- ⚗️ Complex Flue Gas: Low/Medium Sulfur
- ♻️ Byproduct Recovery: Sodium Sulfate recovery viable

📊 Deep Technical Specifications (BLDJ1W/100W Series)
The Ever-power Single Alkali Desulfurization system is meticulously engineered to provide maximum SO2 mass transfer in a highly compact absorption tower. Below is the comprehensive structural and performance matrix.
| Technical Parameter | Specification Range | Engineering Impact & Plant Value |
|---|---|---|
| Gas Processing Volume | 10,000 – 1,000,000 m3/h | Perfectly scaled for industrial boilers, kilns, and medium-sized power units where large FGD plants are economically unviable. |
| Allowable Gas Temperature | <= 180 °C | Handles typical industrial exhaust temperatures directly, minimizing the need for extensive upstream evaporative cooling equipment. |
| Allowable Inlet SO2 Concentration | 1 – 1000 mg/Nm3 | Optimized for medium to low-sulfur coal or specific industrial chemical off-gases. |
| Shell Design Pressure | -6000 to +6000 Pa | Robust carbon steel casing ensures absolute structural integrity under fluctuating induced draft (ID) fan pressures. |
| Operating System Resistance | 800 to 1300 Pa | Maintains a low pressure drop across the spray layers and demister, preserving ID fan power and lowering continuous OPEX. |
| Guaranteed Outlet Emission | < 35 mg/Nm3 | Ensures absolute compliance with the strictest local and global environmental standards, preventing operational shutdowns. |
🔬 Process Chemistry & Internal Architecture
The Single Alkali Working Principle
The Single Alkali process utilizes a highly soluble sodium-based absorbent (typically Sodium Hydroxide NaOH or Sodium Carbonate Na2CO3) to react with sulfur dioxide in the flue gas. Because sodium salts are highly soluble, the absorption takes place in a “clear liquid” state, completely eliminating the scaling and blockages that plague calcium-based systems inside the tower.
Core Chemical Reactions (Using NaOH):
- Hydration: SO2 + H2O ⇌ H2SO3
- Primary Absorption: H2SO3 + 2NaOH = Na2SO3 + 2H2O (Forms sodium sulfite)
- Excess Absorption: H2SO3 + Na2SO3 = 2NaHSO3 (Forms sodium bisulfite when SO2 is in excess)

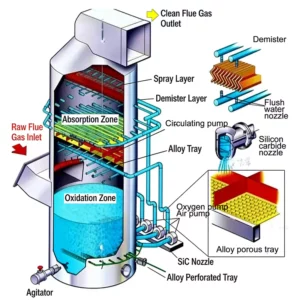
Internal Component Configuration
The BLDJ1W series absorption tower is designed for maximum gas-liquid contact time and mist elimination:
- Absorber Body: Constructed of heavy-duty Carbon Steel with an interior lining of anti-corrosion Glass Flake coating to withstand the acidic environment.
- Slurry Spray Layers: Composed of advanced atomizing spray layers equipped with high-efficiency Silicon Carbide (SiC) nozzles. Droplets are controlled to 200 to 500 microns, maximizing the specific surface area for the chemical reaction.
- Multi-Stage Demister: Features two stages of high-efficiency demisters with an automated flushing system. Flue gas is forced through curved channels, separating entrained liquid droplets via inertia and gravity before exiting the stack.
- Circulation & Wash Pumps: Special desulfurization pumps featuring polymer-lined casings and wear-resistant impellers ensure continuous, stable liquid delivery.

🚀 Strategic Engineering Advantages
Zero Internal Scaling
Because the sodium-alkali absorption liquid is completely clear and free of suspended solid calcium, the spray nozzles and demister blades will never scale or clog. This ensures the tower runs continuously without maintenance shutdowns.
Ultra-Fast Reaction Kinetics
Sodium alkali has a reaction rate with SO2 that is significantly higher than limestone (calcium carbonate). This allows for a much lower Liquid-to-Gas (L/G) ratio, meaning smaller circulation pumps, less power consumption, and a smaller tower height.
Compact Space Footprint
Designed specifically for retrofitting existing facilities, the Single Alkali system requires minimal land area. It bypasses the need for massive limestone preparation silos and complex gypsum dewatering systems.

⚠️ Why Upgrade? Overcoming Industry Bottlenecks
The Clogging Crisis of Small Calcium Systems
Many small-to-medium plants attempted to use miniature limestone-gypsum systems to save money. The result? Severe scaling. Calcium sulfate hardens inside the spray nozzles and demisters, causing catastrophic blockages. This forces the plant to shut down the boiler frequently to physically chip away the scale, leading to massive production losses.
Relentless Regulatory Penalties
Environmental authorities demand continuous, unbroken SO2 compliance (< 35mg/Nm3). If a poorly designed FGD system trips or clogs, SO2 spikes are instantly recorded by the CEMS (Continuous Emission Monitoring System). This triggers automated, exorbitant fines and risks the revocation of your operating license.
🏭 Typical Application Scenarios & Industry Fit
The BLDJ1W/100W Series is the preeminent choice for applications where space is tight, and reliability is non-negotiable.
Industrial Steam Boilers
Ideal for textile, paper, and food processing plants utilizing medium/small coal-fired or biomass boilers where land for a large FGD plant is physically unavailable.
Chemical & Metallurgical Kilns
Treats off-gases from specific chemical roasting, glass manufacturing, or ceramic kilns that produce low-to-medium sulfur concentrations but require ultra-high availability.
Projects Requiring Na2SO4 Recovery
In regions or industries where Sodium Sulfate (Na2SO4) has resale value (e.g., glass or detergent manufacturing), the single alkali method turns waste into a profitable byproduct.
⚖️ Core Advantages: Single Alkali vs. Limestone-Gypsum
| Comparison Metric | Ever-power Single Alkali (Na) | Limestone-Gypsum (Ca) |
|---|---|---|
| Scaling & Blockage Risk | Zero. Absorbs via clear liquid. | High risk in poorly managed small systems. |
| System Footprint (Space) | Very Small. No slurry prep/dewatering needed. | Large. Requires ball mills, vacuum belts, and silos. |
| Initial Capital Expenditure (CapEx) | Low. Simplified equipment matrix. | High. Complex mechanical requirements. |
| L/G Ratio (Pumping Power) | Low (Typically 1-3 L/m3). High reactivity. | High (Typically 10-15 L/m3). High power consumption. |
| Best Application Range | Small/Medium gas volume, Low/Med Sulfur. | Utility-scale power plants, High Sulfur. |
🏆 Why Partner with Ever-power?
For over 20 years, Ever-power has been the trusted authority in heavy industrial air purification. Our BL series is a technologically mature solution honed through decades of field application.
- ✔️ Full Value-Chain Integration: We don’t just sell parts. We provide Process Engineering ➔ Precision Manufacturing ➔ Site Installation ➔ Intelligent Commissioning.
- ✔️ Proven by Industry Giants: Our FGD systems successfully safeguard the compliance of massive conglomerates, including Tongchuan Shengwei, Shanshui Group, and Huarun Power.
- ✔️ Uncompromised Quality: Fully ISO certified, holding numerous environmental patents, ensuring every tower meets rigorous pressure and anti-corrosion standards.
📐 Engineering Selection Guide: Sizing Your FGD
To engineer the precise Single Alkali system for your facility, our technical team requires specific operational data. Prepare the following parameters for a rapid technical proposal:
1. Flue Gas Volumetrics & Temperature
Provide the Maximum Gas Volume (Nm3/h) and the continuous Operating Temperature (°C). The BLDJ1W series handles up to 180°C directly. If your gas is hotter, we will engineer a quench cooling section at the inlet.
2. Inlet Contaminant Profile (Crucial)
We need the Inlet SO2 Concentration (mg/Nm3) and the current dust load. Knowing the maximum sulfur peak allows us to size the circulation pumps and determine the required sodium alkali consumption rates accurately.
3. Target Emission & Site Constraints
Confirm your local regulatory SO2 target (e.g., < 35mg/Nm3). Additionally, provide the maximum allowable footprint (Length x Width) available at your site. The Single Alkali system is highly adaptable, and we can configure the tank layout to fit extremely tight spaces.
💰 Value Quantified: Return on Investment (ROI)
The Ever-power Single Alkali system presents the lowest total cost of ownership for small-to-medium scale applications.
The Cost of the Wrong System
- Maintenance Bleed: Forcing a limestone system into a small application leads to constant nozzle scaling. The labor cost of cleaning, combined with boiler downtime, destroys profitability.
- High CapEx: Building ball mills, slurry tanks, and vacuum filters for a small 50,000 m3/h boiler is an immense waste of capital.
The Ever-power Upgrade ROI
- CapEx Slashed: The system requires no complex grinding or dewatering equipment, reducing the initial investment by up to 40% compared to equivalent wet calcium systems.
- 100% Uptime: The clear-liquid absorption means zero scaling. Your boiler stays online, ensuring continuous production and absolutely zero environmental fines.
🌍 Global Case Studies: Proving Our Authority
🇻🇳 Hanoi Textile Manufacturing (Vietnam)
Application: 75 t/h Coal-fired Steam Boiler
Challenge: The plant was located in a dense urban zone with zero space for a large FGD plant, facing imminent shutdown due to new SO2 regulations.
Solution: Ever-power engineered a compact BLDJ100W Single Alkali system. The entire footprint required less than 40m2. Outlet SO2 stabilized at 25 mg/Nm3, saving the plant from closure.
🇮🇳 Gujarat Chemical Works (India)
Application: Chemical Roasting Kiln Exhaust
Challenge: Fluctuating sulfur loads causing severe scaling in their old calcium-based scrubber, leading to weekly maintenance halts.
Solution: Retrofitted with our Single Alkali system using NaOH. The “clear liquid” absorption immediately ended all scaling issues. Boiler uptime increased to 99.5%, and maintenance costs dropped by 80%.
🇨🇳 Shaanxi Regional Heating Unit (China)
Application: 2x 35 t/h Winter Heating Boilers
Challenge: Required ultra-low emissions (<35mg) but possessed limited budget and extreme space constraints.
Solution: A single shared BLDJ1W absorber tower was designed for both boilers. The high reactivity of the sodium alkali ensured compliance during peak winter firing without requiring a massive tower.
🇧🇷 Sao Paulo Food Processing (Brazil)
Application: Biomass/Bagasse Boiler
Challenge: Needed an easy-to-operate system with low pumping power to maintain the factory’s overall green energy efficiency profile.
Solution: The low L/G ratio of our Single Alkali system meant much smaller circulation pumps were required. The system consumed 40% less parasitic electricity than a standard scrubber while eliminating SO2.
❓ Engineering & Operational FAQ
Why choose Single Alkali over Limestone-Gypsum?
Limestone-Gypsum is excellent for massive utility power plants. However, for industrial boilers (< 1,000,000 m3/h), the CapEx is too high, it requires a huge footprint, and scaling is a major risk. Single Alkali uses highly reactive, highly soluble sodium (NaOH/Na2CO3), meaning zero scaling, smaller towers, and much lower initial costs.
Isn’t the operating cost (reagent) higher for sodium?
Yes, sodium hydroxide or sodium carbonate costs more per ton than raw limestone. However, for low-to-medium sulfur applications, the absolute amount of reagent used is small. When you factor in the massive savings from lower CapEx, lower fan power, and zero scaling maintenance, the Single Alkali method is vastly more economical for small/medium units.
How does the system prevent secondary pollution from the byproduct?
The primary byproduct is a sodium sulfite/sulfate solution. Depending on local regulations, this can be directed to the plant’s existing industrial wastewater treatment facility, or sent to an evaporation/crystallization unit to recover solid Sodium Sulfate (Na2SO4), which can be sold to glass or detergent manufacturers.
Does this tower also remove particulate dust?
While the spray layers will physically knock down a portion of suspended particulate (functioning as a wet scrubber), the primary purpose of this tower is chemical gas desulfurization. We highly recommend installing a Baghouse Dust Collector or Dry ESP upstream of this tower to handle the bulk dust load.
How long does installation take?
Due to the simplified equipment matrix (no ball mills or vacuum belts), installation is remarkably fast. From foundation readiness, a standard BLDJ100W tower can be erected, piped, and commissioned within 30 to 45 days.
Secure Your Environmental Compliance Today
Stop risking plant shutdowns due to emission violations and stop fighting scale in poorly designed calcium scrubbers. Let Ever-power’s senior engineering team design a bespoke Single Alkali system that fits your footprint, guarantees < 35mg/Nm3 SO2, and secures your plant’s operational future.