معلومات اساسية.
نموذج رقم.
RTO مذهلة
يكتب
محرقة
توفير الطاقة
100
سهلة التشغيل
100
كفاءة عالية
100
صيانة أقل
100
العلامة التجارية
بجامازينج
حزمة النقل
خشب خارجي
مواصفة
180*24
أصل
الصين
رمز النظام المنسق
8416100000
وصف المنتج
رتو
مؤكسد حراري متجدد
بالمقارنة مع الاحتراق الحفزي التقليدي، فإن المؤكسد الحراري المباشر؛ يتميز RTO بكفاءة تسخين عالية، وتكلفة تشغيل منخفضة، والقدرة على معالجة غاز النفايات منخفض التركيز وتدفق كبير؛ عندما يكون تركيز المركبات العضوية المتطايرة مرتفعًا، يمكن تحقيق إعادة تدوير الحرارة الثانوية، مما يقلل بشكل كبير من تكلفة التشغيل؛ لأن RTO يمكنه تسخين غاز النفايات مسبقًا بمستويات من خلال مجمع الحرارة الخزفي، مما قد يجعل غاز النفايات ساخنًا تمامًا ومتشققًا بدون زاوية ميتة (كفاءة المعالجة> 99٪)؛ مما يقلل من أكاسيد النيتروجين في غاز العادم؛ إذا كانت كثافة المركبات العضوية المتطايرة> 1500 مجم / متر مكعب؛ عندما يصل غاز النفايات إلى منطقة التكسير، يتم تسخينه إلى درجة حرارة التكسير بواسطة مجمع الحرارة، سيتم إغلاق الموقد في هذه الحالة.
يمكن تقسيم RTO إلى نوع الغرفة والنوع الدوار وفقًا لاختلاف وضع التشغيل. يتمتع النوع الدوار RTO بمزايا في ضغط النظام، واستقرار درجة الحرارة، ومقدار الاستثمار، وما إلى ذلك.
Recuperative thermal oxidizer:;
Compared with the catalytic combustion and regenerative thermal oxidation furnace,; recuperative thermal oxidizer investment is less .; Recuperative thermal oxidizer system can be designed for the entire incineration system as well as the new air system,; which is more suitable for production characteristics of coating units for building materials plate.;
| Burning type | Treatment system | كفاءة | Advantage | Disadvantage | |
| Treating efficiency | Heat recycle rate | ||||
| High temperature incineration | Regenerative-RTO | 99% | 80-97 % | Good product quality,; low energy consumption,; low cost in operational and minimum maintenance | Initial investment is somewhat of higher |
| Recuperative-RTO | 98 % | 40-70 % | When adopt full incinerating design,; the energy consumption is low | High temperature joint interface is easy to broken,; maintenance cost is high | |
| Low temperature incineration | Catalyzing-RCO | 98 % | 70-85 % | Low investment,; low energy consumption | VOC concentration has to be controlled strictly,; catalyst need to be changed regularly |
| Active carbon absorption | 90 % | Lower investment,; self aggregation waste gas can be treated | Treatment efficiency is low,; activated carbon particle need to be replaced regularly | ||
Regenerative Thermal Oxidizer,; Regenerative Thermal Oxidizer,; Recuperative Thermal Oxidizer,; recuperative Thermal Oxidizer,; recuperative Thermal Oxidizer,; Thermal Oxidizer,; oxidizer,; oxidizer,; oxidizer,; incinerator,; incinerator,; incinerator,; waste gas treatment,; waste gas treatment,; waste gas treatment,; VOC treatment,; VOC treatment,; VOC treatment,; RTO,; RTO,; RTO,; RTO,; RTO,; RTO
العنوان: الطابق الثامن، E1، مبنى Pinwei، طريق Dishengxi، Yizhuang، ZheJiang، الصين
نوع العمل: مصنع/شركة تصنيع، شركة تجارية
نطاق العمل: الكهرباء والإلكترونيات، المعدات والمكونات الصناعية، آلات التصنيع والمعالجة، المعادن والطاقة
شهادة نظام الإدارة: ISO 9001، ISO 14001
المنتجات الرئيسية: Rto، خط طلاء الألوان، خط الجلفنة، سكين الهواء، قطع غيار لخط المعالجة، الطلاء، المعدات المستقلة، بكرة الحوض، مشروع التجديد، المنفاخ
مقدمة عن الشركة: شركة ZheJiang Amazing Science & Technology Co., Ltd هي شركة مزدهرة عالية التقنية، تقع في منطقة التنمية الاقتصادية والتكنولوجية في ZheJiang (BDA). تلتزم شركتنا بمفهوم الواقعية والإبداع والتركيز والكفاءة، وتخدم بشكل أساسي صناعة معالجة غازات النفايات (VOCs) والمعدات المعدنية في الصين وحتى العالم أجمع. لدينا تكنولوجيا متقدمة وخبرة غنية في مشروع معالجة غازات النفايات VOCs، والذي تم تطبيق مرجعه بنجاح في صناعة الطلاء والمطاط والإلكترونيات والطباعة وما إلى ذلك. لدينا أيضًا سنوات من تراكم التكنولوجيا في البحث وتصنيع خط معالجة الفولاذ المسطح، ونمتلك ما يقرب من 100 مثال للتطبيق.
تركز شركتنا على البحث والتصميم والتصنيع والتركيب والتشغيل لنظام معالجة غاز النفايات العضوية المتطايرة ومشروع تجديد وتحديث خط معالجة الفولاذ المسطح لتوفير الطاقة وحماية البيئة. يمكننا تزويد العملاء بالحلول الكاملة لحماية البيئة وتوفير الطاقة وتحسين جودة المنتج وغيرها من الجوانب.
نحن نشارك أيضًا في قطع الغيار المختلفة والمعدات المستقلة لخط طلاء الألوان، خط الجلفنة، خط التخليل، مثل الأسطوانة، المقرن، المبادل الحراري، جهاز الاسترداد، سكين الهواء، المنفاخ، اللحام، مستوي التوتر، ممر الجلد، مفصل التمدد، القص، الموصل، الخياطة، الموقد، الأنبوب المشع، محرك التروس، المخفض، إلخ.

What is the role of heat recovery in a regenerative thermal oxidizer?
Heat recovery plays a crucial role in the operation of a regenerative thermal oxidizer (RTO) by improving its energy efficiency and reducing fuel consumption. The primary function of heat recovery in an RTO is to capture and transfer heat from the treated exhaust gases to the incoming untreated gases, minimizing the need for additional external heating.
Here’s a closer look at the role of heat recovery in an RTO:
- كفاءة الطاقة: RTOs are designed to achieve high thermal efficiency by utilizing the heat recovery principle. The heat recovery system consists of heat exchangers or beds filled with ceramic media, such as structured ceramic blocks or random ceramic saddles. These beds alternate between the exhaust gas flow and the incoming untreated gas flow.
- Heat Transfer Process: During operation, the hot exhaust gases from the industrial process flow through one bed of the heat exchanger, transferring heat to the ceramic media. The media absorbs the heat, and the temperature of the exhaust gases decreases. Simultaneously, the cooler incoming untreated gas flows through the other bed, where it absorbs the heat stored in the media, preheating the gas before it enters the combustion chamber.
- Bed Switching: The direction of gas flow through the beds is periodically switched using valves or dampers. This switching operation allows the RTO to alternate between different beds, ensuring continuous heat recovery and thermal oxidation of the pollutants. By efficiently recovering and reusing heat from the exhaust gases, the RTO reduces the amount of external fuel needed to maintain the required operating temperature.
- Reduction in Fuel Consumption: The heat recovery mechanism in an RTO significantly reduces the fuel consumption compared to other types of oxidizers. The preheating of the incoming untreated gas stream reduces the energy required to raise the temperature of the gas to the combustion temperature, resulting in lower fuel usage and operational costs.
- Economic and Environmental Benefits: Heat recovery in RTOs offers economic benefits by reducing energy costs and improving the overall sustainability of the facility. By minimizing fuel consumption, heat recovery contributes to a lower carbon footprint and helps meet environmental goals by reducing greenhouse gas emissions associated with the combustion process.
The effectiveness of heat recovery in an RTO depends on factors such as the design of the heat exchanger, the choice of ceramic media, the flow rates of the exhaust gases and incoming untreated gas, and the temperature differential between the two streams. Proper sizing and optimization of the heat recovery system are essential to ensure efficient heat transfer and maximize energy savings.
Overall, heat recovery is a key component in the design of an RTO, allowing for improved energy efficiency, reduced fuel consumption, and environmental sustainability.
How do regenerative thermal oxidizers compare to biofilters in terms of performance?
Regenerative thermal oxidizers (RTOs) and biofilters are both widely used technologies for the treatment of air pollutants, but they differ in their operating principles and performance characteristics. Here’s a comparison of RTOs and biofilters in terms of their performance:
| Performance Aspect | Regenerative Thermal Oxidizers (RTOs) | Biofilters |
|---|---|---|
| Emission Removal Efficiency | RTOs are highly efficient in removing volatile organic compounds (VOCs) and hazardous air pollutants (HAPs). They can achieve destruction efficiencies above 95% for these pollutants. | Biofilters also have the potential to achieve high removal efficiencies for certain VOCs and odorous compounds. However, their performance can vary depending on the specific contaminants and the microbial activity in the biofilter. |
| Applicability | RTOs are versatile and can handle a wide range of pollutants, including VOCs, HAPs, and odorous compounds. They are well-suited for high flow rates and high pollutant concentrations. | Biofilters are particularly effective in treating odorous compounds and certain VOCs. They are commonly used in applications such as wastewater treatment facilities, composting operations, and agricultural facilities. |
| Energy Consumption | RTOs require a significant amount of energy to reach and maintain high operating temperatures for oxidation. They rely on fuel combustion or external heat sources for the thermal energy needed. | Biofilters are considered low energy consumption systems as they rely on the natural biological activity of microorganisms to break down pollutants. They generally do not require external heating or fuel consumption. |
| Maintenance | RTOs typically require regular maintenance and monitoring to ensure proper operation. This includes inspections, cleaning of heat exchange media, and potential repairs or replacements of components. | Biofilters require periodic maintenance to optimize their performance. This may involve monitoring and adjusting moisture levels, controlling temperature, and occasionally replacing the filter media or adding microbial inoculants. |
| Capital and Operating Costs | RTOs generally have higher capital costs compared to biofilters due to their complex design, specialized materials, and energy-intensive operation. Operating costs include fuel consumption or electricity for heating. | Biofilters generally have lower capital costs compared to RTOs. They are simpler in design and do not require fuel consumption. However, operating costs may include periodic replacement of filter media and potential odor control measures. |
It is important to note that the selection of the appropriate technology depends on various factors such as the specific pollutants to be treated, process conditions, regulatory requirements, and site-specific considerations. Consulting with environmental engineers or air pollution control experts can help determine the most suitable technology for a particular application.
In summary, RTOs and biofilters offer different performance characteristics, with RTOs excelling in high removal efficiencies, versatility, and suitability for high-flow and high-concentration applications, while biofilters are effective for odorous compounds, have low energy consumption, and generally lower capital costs.

ما هو المؤكسد الحراري المتجدد؟
المؤكسد الحراري التجديدي (RTO) هو جهاز متقدم للتحكم في تلوث الهواء يستخدم في التطبيقات الصناعية لإزالة المركبات العضوية المتطايرة (VOCs) والملوثات الجوية الخطرة (HAPs) والمواد الملوثة الأخرى المحمولة جوًا من غازات العادم. يعمل باستخدام درجات حرارة عالية لتحلل الملوثات أو أكسدةها حرارياً، وتحويلها إلى منتجات ثانوية أقل ضررًا.
كيف يعمل المؤكسد الحراري المتجدد؟
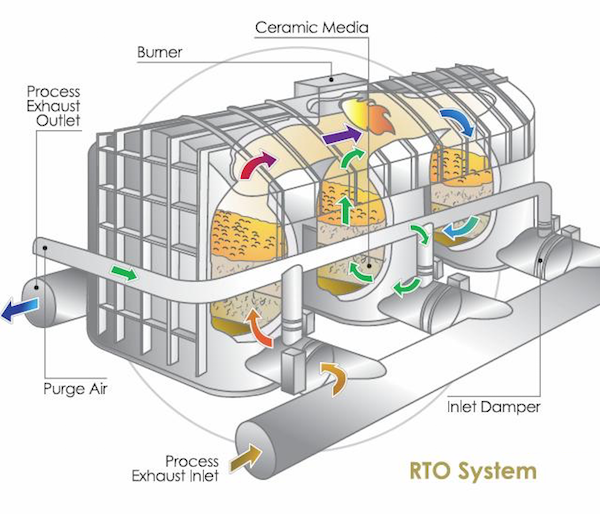
تتكون منظمة التدريب والتأهيل من عدة مكونات رئيسية وتعمل من خلال عملية دورية:
1. مدخل المجمع: تدخل غازات العادم التي تحتوي على الملوثات إلى نظام RTO من خلال غرفة المدخل.
2. أسرّة المبادل الحراري: يحتوي نظام RTO على أسرّة مبادل حراري متعددة مملوءة بوسائط تخزين حرارية، عادةً مواد سيراميكية أو حشوات منظمة. يتم ترتيب أسرّة المبادل الحراري في أزواج.
3. صمامات التحكم في التدفق: صمامات التحكم في التدفق تعمل على توجيه تدفق الهواء والتحكم في اتجاه غازات العادم عبر RTO.
4. غرفة الاحتراق: يتم الآن تسخين غازات العادم الموجهة إلى حجرة الاحتراق إلى درجة حرارة عالية، تتراوح عادة بين 1400 درجة فهرنهايت (760 درجة مئوية) و1600 درجة فهرنهايت (870 درجة مئوية). ويضمن هذا النطاق من درجات الحرارة الأكسدة الحرارية الفعالة للملوثات.
5. تدمير المركبات العضوية المتطايرة: تتسبب درجة الحرارة المرتفعة في غرفة الاحتراق في تفاعل المركبات العضوية المتطايرة والمواد الملوثة الأخرى مع الأكسجين، مما يؤدي إلى تحللها حراريًا أو أكسدة. تعمل هذه العملية على تحلل الملوثات إلى بخار الماء وثاني أكسيد الكربون وغازات غير ضارة أخرى.
6. استعادة الحرارة: تمر الغازات الساخنة النقية الخارجة من غرفة الاحتراق عبر غرفة الخروج وتتدفق عبر أسرّة المبادل الحراري الموجودة في المرحلة المعاكسة من التشغيل. تمتص وسائط تخزين الحرارة الموجودة في الأسرّة الحرارة من الغازات الخارجة، مما يؤدي إلى تسخين غازات العادم الواردة مسبقًا.
7. تبديل الدورة: بعد فترة زمنية محددة، تقوم صمامات التحكم في التدفق بتبديل اتجاه تدفق الهواء، مما يسمح لأسرّة المبادل الحراري التي كانت تقوم بتسخين الغازات الواردة مسبقًا باستقبال الغازات الساخنة من غرفة الاحتراق. ثم تتكرر الدورة، مما يضمن التشغيل المستمر والفعال.
مميزات المؤكسدات الحرارية المتجددة:
توفر منظمات التدريب الصناعي العديد من المزايا في مجال التحكم في تلوث الهواء الصناعي:
1. كفاءة عالية: يمكن لـ RTOs تحقيق كفاءة تدمير عالية، عادةً أعلى من 95%، وإزالة مجموعة واسعة من الملوثات بشكل فعال.
2. استعادة الطاقة: تسمح آلية استعادة الحرارة في أجهزة الاحتراق والتسخين بتوفير كبير في الطاقة. حيث يعمل التسخين المسبق للغازات الواردة على تقليل استهلاك الوقود المطلوب للاحتراق، مما يجعل أجهزة الاحتراق والتسخين والتسخين موفرة للطاقة.
3. فعالية التكلفة: على الرغم من أن الاستثمار الرأسمالي الأولي لنظام RTO يمكن أن يكون كبيرًا، فإن وفورات التكلفة التشغيلية على المدى الطويل من خلال استعادة الطاقة وكفاءة التدمير العالية تجعله حلاً فعالاً من حيث التكلفة على مدى عمر النظام.
4. الامتثال البيئي: تم تصميم منظمات تسجيل الهواء (RTOs) لتلبية لوائح الانبعاثات الصارمة ومساعدة الصناعات على الامتثال لمعايير جودة الهواء والتصاريح.
5. التنوع: يمكن لمعدات معالجة الغازات العادمة التعامل مع مجموعة واسعة من أحجام عوادم العمليات وتركيزات الملوثات، مما يجعلها مناسبة لمختلف التطبيقات الصناعية.
بشكل عام، تعتبر المؤكسدات الحرارية المتجددة أجهزة فعالة وذات كفاءة عالية للتحكم في تلوث الهواء وتستخدم على نطاق واسع في الصناعات لتقليل الانبعاثات وضمان الامتثال البيئي.

editor by CX 2024-04-08