Beschreibung
Multi-Pollutant Synergistic Control | Semi-Dry Desulfurization (SDA)
BLSSDA1W/BLSDA230W Series by Ever-power
Eliminate SO2, SO3, HCl, and HF simultaneously with absolute zero wastewater discharge. The Ever-power Spray Dryer Absorber (SDA) system leverages advanced rotary atomization to achieve >95% desulfurization efficiency. Guarantee ultra-low outlet emissions below 35 mg/Nm3 while completely bypassing the catastrophic corrosion, “blue plumes,” and exorbitant water treatment costs inherent to traditional wet scrubbers.
⚙️ Executive Engineering Brief
🌊 Volumetric & Thermal Capacity
- 📉 Gas Volume: 10,000 to 2,300,000 m3/h
- 🌡️ Max Gas Temp: Up to 260 °C
- 🌫️ Inlet Dust Density: 1 to 2000 mg/Nm3
- ⚖️ Casing Pressure: -6000 to +6000 Pa
🎯 Purification Performance
- ✅ Desulfurization Efficiency: > 95%
- ✅ Outlet Emission: < 35 mg/Nm3
- ✅ Operating Resistance: 800 to 1500 Pa
- ✅ Droplet Size: Ultra-fine 60 μm
🏭 Target Heavy Industries
- ⚡ Utility Boilers: Medium & Small Units
- 🔥 Waste Incineration: Multi-acid gas removal
- ⚗️ Industrial Kilns: High dust & variable loads
- 💧 Zero Liquid Discharge: Arid/Strict environments
")
📊 Deep Technical Specifications (BLSSDA Series)
The Ever-power Semi-Dry Desulfurization system is meticulously engineered to bridge the gap between high-efficiency wet scrubbers and low-CapEx dry injection systems. Below is the comprehensive structural and performance matrix.
")
| Technical Parameter | Specification Range | Engineering Impact & Plant Value |
|---|---|---|
| Gas Processing Volume | 10,000 – 2,300,000 m3/h | Highly scalable spray drying chamber accommodates both boutique industrial kilns and massive utility power boilers seamlessly. |
| Allowable Gas Temperature | 140 – 260 °C | Utilizes incoming thermal energy to instantaneously evaporate the slurry water, ensuring the gas remains safely above the acid dew point. |
| Allowable Inlet Dust Density | 1 – 2000 mg/Nm3 | Handles severe upstream particulate loading without plugging, utilizing the ash as crystallization nuclei for fresh absorbent. |
| Shell Design Pressure | -6000 to 6000 Pa | Heavy-duty carbon steel reactor shell prevents implosion under severe Induced Draft (ID) fan suction variations. |
| Operating System Resistance | 800 – 1500 Pa | Slightly higher than dry injection due to the atomizer array, but significantly lower than wet scrubbers, optimizing fan OPEX. |
| Guaranteed Outlet Emission | < 35 mg/Nm3 | Guarantees ultra-low emission compliance across varying fuel sulfur contents. |
🔬 Process Chemistry & Internal Architecture
")
The SDA Working Principle
The core principle relies on the explosive contact between an atomized alkaline slurry (usually Calcium Hydroxide) and high-temperature flue gas. This achieves rapid evaporation and drying, executing a gas-liquid-solid three-phase acid-base neutralization in milliseconds.
Because the water evaporates entirely before the droplets hit the reactor wall, no wastewater is generated. All reaction products are solid powders, subsequently captured by a downstream bag filter.
Core Chemical Reactions:
- Slurry Prep: CaO + H2O → Ca(OH)2
- Main Desulfurization: SO2 + Ca(OH)2 → CaSO3 / CaSO4 + H2O
- SO3 Removal (Plume Elimination): Ca(OH)2 + SO3 + H2O → CaSO4·2H2O↓
- Halogen Control: 2HCl + Ca(OH)2 → CaCl2 + 2H2O
2HF + Ca(OH)2 → CaF2 + 2H2O
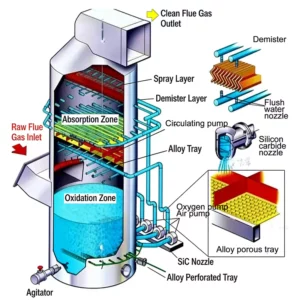
Internal Component Architecture
The BLSSDA series utilizes highly advanced fluid dynamics to ensure perfect droplet-to-gas contact:
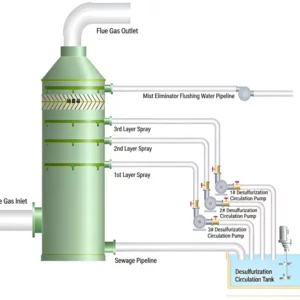
- Central Gas Distributor: Located at the absorber roof. Flue gas enters via upper and lower paths through outlet guide vanes, creating a counterclockwise swirl. This ensures thorough mixing and prevents “wall-wetting”. A baffle prevents dust deposition.
")
- Rotary Atomizer (Patented): The absolute core of the SDA process. High-speed centrifugal force shears the lime slurry into extremely fine 60 μm droplets, multiplying the specific surface area exponentially for rapid SO2 absorption.
- Pneumatic Ash Conveying System: Captured fly ash and unreacted calcium are pneumatically conveyed from the bag filter back to the Circulating Ash Silo. This ash is remixed with water to form fresh slurry.
")
")
🚀 Strategic Engineering Advantages
30% – 50% Reagent Savings
Unreacted lime in the dried product forms nuclei inside each new slurry droplet during recirculation. New absorbent continuously deposits on these nuclei, drastically increasing the lime surface area. This recirculation slashes fresh reagent consumption by up to 50%.
Zero Liquid Discharge (ZLD)
By utilizing the sensible heat of the flue gas to evaporate the slurry carrier water, the system produces a completely dry powder byproduct. This eliminates the need for multi-million dollar wastewater treatment plants required by wet scrubbers.
No Tail-End Corrosion
Because the gas exits the absorber and baghouse well above the acid dew point (typically > 75°C), there is absolutely no condensation of sulfuric acid in the downstream ductwork or stack. Expensive anti-corrosion linings (like glass flake or titanium) are entirely unnecessary.
")
⚠️ Why Upgrade? Overcoming Industry Bottlenecks
The Wastewater and Plume Crisis of Wet FGD
Operating traditional wet scrubbers introduces massive compliance headaches. Not only do they produce toxic heavy-metal laden wastewater that is increasingly illegal to discharge, but they also cool the gas below the dew point. This results in highly visible, highly regulated “blue plumes” composed of fine SO3 aerosols. Semi-Dry SDA chemically binds these aerosols into dry solid salts, rendering your stack exhaust completely invisible and dry.
The Low Efficiency of Simple Dry Injection
Many plants attempt basic dry sorbent injection (DSI) to avoid wet scrubbers, only to find they cannot consistently hit the new < 35mg/Nm3 mandates because dry powder reaction kinetics are too slow. SDA solves this by introducing water *as a vehicle* for the reaction. The liquid phase provides the optimal environment for instantaneous mass transfer, achieving wet-scrubber efficiencies (>95%) while still delivering a dry end-product.
🏭 Typical Application Scenarios & Industry Fit
The BLSSDA1W/230W Series provides multi-pollutant control for industries facing strict emission limits and water scarcity.
Waste-to-Energy & Incinerators
Municipal and hazardous waste incineration generates extreme spikes of HCl, HF, and SO2. The SDA process excels here, providing rapid, simultaneous neutralization of all acid gases before the baghouse.
Medium/Small Utility Boilers
For coal or biomass boilers where massive limestone-gypsum wet scrubbers are economically unviable or where the site lacks the massive footprint required for wastewater infrastructure.
Steel & Coking
Ideal for coking exhaust and specific sintering processes. Keeping the gas temperature elevated after desulfurization perfectly sets up the exhaust for downstream SCR denitrification.
⚖️ Core Advantages: SDA vs. Wet FGD vs. Dry SDS
| Comparison Metric | Ever-power SDA (Semi-Dry) | Limestone-Gypsum (Wet) | SDS (Pure Dry) |
|---|---|---|---|
| Desulfurization Efficiency | High (> 95%). Easily hits <35mg. | Extremely High (> 98%). | Moderate/High (dependent on milling). |
| Wastewater Generation | Absolute Zero. Dry powder output. | Massive continuous generation. | Absolute Zero. |
| Downstream Corrosion | None. Gas remains above dew point. | Severe. Requires expensive glass flake linings. | None. |
| Absorbent Cost | Low. Standard Lime (CaO) is cheap. | Very Low (Limestone). | Higher (Requires Sodium Bicarbonate). |
| System Footprint | Moderate. Single reactor + Baghouse. | Immense. Large towers and thickener tanks. | Smallest. Direct duct injection. |
🏆 Why Partner with Ever-power?
For over 20 years, Ever-power has been the trusted engineering authority in heavy industrial air purification. Designing an SDA system requires mastering precision atomization, thermodynamics, and pneumatic conveying. It is a science we have perfected.
- ✔️ Full Value-Chain Integration: We are true EPC contractors. We deliver Process Engineering ➔ Manufacturing ➔ Turnkey Site Installation ➔ Intelligent Commissioning.
- ✔️ Patented Atomization Technology: We utilize top-tier proprietary rotary atomizers (integrating Niro technology) that reliably produce the critical 60 μm droplets necessary for instantaneous evaporation without wall-wetting.
- ✔️ Proven by Industry Giants: Our bespoke SDA systems successfully safeguard the compliance of massive conglomerates, including Tongchuan Shengwei, Shanshui Group, and major municipal waste facilities.
📐 Engineering Selection Guide: Sizing Your SDA System
To engineer the precise SDA system for your facility, our technical team requires specific operational data to prevent “wall-wetting” and ensure total evaporation. Prepare the following parameters:
1. Flue Gas Volumetrics & Temperature
Provide the Maximum Gas Volume (Nm3/h) and the continuous Operating Temperature (°C). The thermal energy of the gas must be sufficient (typically > 140°C) to instantaneously flash-dry the injected slurry. If temperatures are too low, the powder will remain wet and destroy the downstream bag filter.
2. Inlet Contaminant Profile (Crucial)
We require the absolute peak concentrations of SO2, HCl, and HF (mg/Nm3). Knowing the total acidic load allows us to calculate the precise stoichiometric ratio of lime slurry required, dictating the sizing of the Head Tank and Rotary Atomizer flow rate.
3. Downstream Baghouse Status
The SDA reaction completes on the surface of filter bags, and the ash is pneumatically conveyed back to the reactor. Do you have an existing baghouse, or do you require Ever-power to supply a matched bag filter integrated into the EPC package?
💰 Value Quantified: Return on Investment (ROI)
The Ever-power SDA Semi-Dry Desulfurization system delivers the high efficiency of a wet scrubber with the low OPEX and ease of a dry system.
The Cost of Obsolete Wet Systems
- Wastewater Nightmare: Wet scrubbers produce highly toxic wastewater. Building and operating a Zero Liquid Discharge (ZLD) treatment facility can cost millions annually.
- Corrosion Maintenance: Acid dew point condensation ruthlessly destroys ID fans, ductwork, and stacks, causing catastrophic replacement costs and extended plant downtime.
The Ever-power Upgrade ROI
- Zero Wastewater OPEX: No slurry dewatering, no vacuum filters, and no wastewater treatment. The operational and maintenance savings alone justify the CapEx rapidly.
- 30-50% Reagent Reduction: Our automated pneumatic ash conveying system recirculates unreacted lime back into the slurry. This maximizes chemical utilization, slashing your daily quicklime (CaO) procurement costs by up to half.
🌍 Global Case Studies: Proving Our Authority
🇨🇳 Shenyang Municipal WTE (China)
Application: Waste-to-Energy Incinerator Exhaust
Challenge: Lethal spikes of HCl and HF gases causing severe corrosion, coupled with strict zero-liquid-discharge municipal limits.
Solution: Retrofitted with the Ever-power SDA system. The atomized lime instantly neutralized the acid spikes. The dry ash was safely captured by the bag filter, ensuring 100% dry compliance.
🇮🇳 Tata Sub-Processing Unit (India)
Application: Medium-Scale Coking Plant
Challenge: Required simultaneous removal of SO2 without dropping the gas temperature too low, to allow downstream SCR denitrification to operate efficiently.
Solution: Installed the BLSSDA Series. Achieved SO2 < 25 mg/Nm3. The semi-dry process maintained gas exit temperatures above 140°C, perfectly protecting and feeding the SCR catalyst.
🇧🇷 Sao Paulo Bio-Refinery (Brazil)
Application: Large Biomass Boiler
Challenge: High ambient humidity and space constraints made building a wet scrubber settling pond impossible.
Solution: The compact SDA reactor was installed directly upstream of their existing baghouse. The pneumatic ash recirculation reduced their lime consumption by 40%, boosting overall plant profitability.
🇩🇪 Bavaria Heavy Industries (Germany)
Application: High-Temperature Industrial Kiln
Challenge: Previous pure-dry injection struggled with low reactivity and failed to meet the new EU <35mg/Nm3 SO2 limits.
Solution: Switched to Ever-power’s Semi-Dry system. The introduction of the liquid phase (atomized slurry) exponentially boosted the reaction kinetics. Guaranteed compliance was achieved immediately.
❓ Engineering & Operational FAQ
What is “Wall-Wetting” and how do you prevent it?
Wall-wetting occurs when atomized slurry hits the inside wall of the reactor before it fully dries, creating a massive, cement-like blockage. We prevent this by using our proprietary high-speed rotary atomizer to guarantee droplets are strictly 60 μm, and by engineering the Central Gas Distributor to create a swirling aerodynamic cushion that suspends the droplets until they flash-dry.
How does the Bag Filter contribute to Desulfurization?
In an SDA system, the bag filter is not just for dust removal; it is a secondary reactor. Unreacted dry lime powder coats the surface of the filter bags. As the flue gas passes through this “filter cake,” remaining SO2 continues to react with the lime, adding an extra 10-15% to the total desulfurization efficiency.
What happens to the byproduct powder?
The reaction yields dry calcium sulfite/sulfate mixed with fly ash, captured by the bag filter. A portion is pneumatically conveyed to a mixing tank to be recycled into fresh slurry (saving 30-50% on lime costs). The rest is safely discharged via a double-shaft mixer to a silo. It is completely dry, non-leaching, and easily landfilled or sold for specific construction material uses.
Does the Rotary Atomizer require high maintenance?
Our atomizers utilize advanced wear-resistant ceramic/alloy inserts at the spray orifices to combat the abrasive nature of lime slurry. While it is a high-speed rotating machine, routine maintenance is straightforward. We design the reactor roof to allow easy hoisting and swapping of the atomizer cartridge.
Do I need to heat the gas after the reactor?
No. The SDA process is carefully calibrated to ensure the exit gas temperature remains 15°C to 20°C above the acid dew point. This naturally prevents any condensation or corrosion in your baghouse, ID fans, and stack, eliminating the need for expensive gas-gas heaters (GGH).
Modernize Your Plant Economics Today
Stop fighting corrosion, wastewater treatment costs, and regulatory fines caused by outdated wet scrubbers. Let Ever-power’s senior engineering team design a bespoke SDA Semi-Dry Desulfurization system that guarantees < 35mg/Nm3 SO2 and secures your plant’s operational future with absolute zero liquid discharge.