描述
Catalytic Combustion Device for Oil Tank Area Waste Gas | VOC Treatment Process
Eradicate highly volatile and explosive organic compounds from petrochemical storage facilities with absolute safety. Engineered by Ever-power, our specialized Catalytic Oxidizer (CO) system achieves > 98% destruction efficiency at radically low ignition temperatures (260-400 °C). Eliminate detonation risks, slash auxiliary heating costs, and secure rigorous environmental compliance with our intrinsically safe, flameless oxidation technology.
⚙️ Executive Brief Card
🌊 Processing Capacity (Base Model)
- 📉 Processing Air Volume: 1000 Nm3/h
- 🌡️ Inlet Temperature: < 100 °C
- 💨 Gas Flow Rate: 1 – 1.5 m/s
- 🔋 Electric Heating Power: 80 Kw
🎯 Purification Performance
- ✅ Processing Efficiency: > 98%
- ✅ Thermal Efficiency: > 60%
- ✅ Catalytic Temperature: 260 – 400 °C
- ✅ System Pressure Drop: < 3000 Pa
🛡️ Core Safety & Components
- ⚙️ Catalyst Loading: 0.1 M3
- 🚨 Explosion Prevention: LEL Interlock (< 25%)
- 🛡️ Backfire Protection: Integrated Flame Arrester
- 🌬️ Purge System: Fresh air inlet for startup/shutdown
📊 Main Technical Specification
The Ever-power Catalytic Combustion system designed for oil tank areas is highly standardized for rapid deployment and maximum safety. Below are the precise technical specifications for our benchmark 1000 Nm3/h unit, which serves as the foundational architecture for scalable, multi-unit petrochemical installations.
 for Oil Tank Area Waste Gas")
| Parameter | Specification | Engineering Impact |
|---|---|---|
| Processing Air Volume | 1000 Nm3/h | Optimal baseline volume for managing breathing losses and loading/unloading vapors from localized storage tanks. |
| Inlet Temperature | < 100 °C | Ensures safe, cool gas intake before controlled preheating, preventing premature auto-ignition in the ductwork. |
| Processing Efficiency | > 98 % | Guarantees stringent environmental compliance, transforming toxic hydrocarbons into harmless CO2 and H2O. |
| Thermal Efficiency | > 60 % | Integrated heat exchanger recovers exothermic reaction heat to preheat incoming gas, lowering electrical OPEX. |
| Catalytic Temperature | 260 – 400 °C | Drastically lower than direct thermal oxidation (760°C+), entirely preventing thermal NOx generation and extending reactor life. |
| Electric Heating Power | 80 Kw | Provides rapid cold-starts and bridges thermal gaps if VOC concentrations fall below autothermal limits. |
| System Pressure Drop | < 3000 Pa | Honeycomb catalyst structures minimize aerodynamic resistance, reducing the electrical load on the main ID fan. |
| Gas Flow Rate | 1 – 1.5 m/s | Optimized space velocity ensuring sufficient residence time across the 0.1 M3 catalyst bed for complete molecular cleavage. |
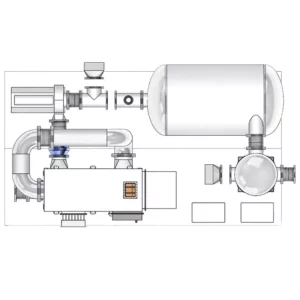
🏭 Catalytic Combustion Process
 for Oil Tank Area Waste Gas")
The Ever-power CO furnace integrates design, manufacturing, installation, and commissioning into a seamless, high-performance unit. The BL-CO series represents advanced equipment in the fields of environmental protection and energy recovery, commanding an internationally leading level of operational efficiency and intrinsic safety.
Over years of practical application and continuous optimization in numerous hazardous industrial projects, the product structure has been meticulously refined. It exhibits unparalleled operational stability and processing efficiency, strictly meeting rigorous environmental protection and explosion-proof standards. The BL-CO furnace is widely applicable in industries such as petrochemicals, coking, pharmaceuticals, and printing, achieving the highly efficient, extremely safe treatment of VOCs and carbon monoxide alongside valuable energy recovery.
Standard Process Flow: Exhaust Gas Source → Mixing Tank / Buffer Tank → Air Filter → Fan → Flame Arrester → Heat Exchanger (Cold Side) → Electrical Heating / Catalytic Oxidizer (300 °C) → Heat Exchanger (Hot Side) → Chimney Discharge.
🚀 Core Concepts of the Product
Catalytic Oxidation (CO) is an advanced gas purification technology. Its foundational core concept relies on the utilization of a specialized catalyst to fundamentally alter the thermodynamics of VOC destruction.
 for Oil Tank Area Waste Gas")
Instead of relying on massive amounts of external thermal energy to reach auto-ignition temperatures (as in direct incineration), the catalyst enables volatile organic compounds (VOCs) and other combustible pollutants to undergo a highly efficient oxidation reaction with oxygen at significantly lower operating temperatures (260-400 °C). This catalytic cleavage completely decomposes the toxic organic chains into harmless carbon dioxide (CO2) and water (H2O), while simultaneously releasing a large volume of exothermic heat.
⚙️ Working Principle of Catalytic Combustion
The key to the catalytic oxidation process is that the catalyst actively lowers the activation energy barrier required for the combustion reaction. Its working mechanism follows five distinct, sequential micro-steps:
 for Oil Tank Area Waste Gas")
- Adsorption of Reactants: VOC molecules and oxygen (O2) in the waste gas enter the catalytic reaction zone under the action of a fan. When they flow over the surface of the catalyst, they are physically or chemically adsorbed by the unique pore structure and active sites of the catalyst, thus enriching on the catalyst surface.
- Activation and Bond Energy Weakening: The catalyst interacts with the adsorbed VOCs molecules and oxygen molecules through its active components (precious metals or metal oxides), weakening and breaking their original chemical bonds, putting the molecules in a more active and reactive “activated” state.
- Surface Oxidation Reaction: The activated oxygen molecules (usually decomposed into more active atomic oxygen) fully contact and reorganize with the activated VOCs molecules on the catalyst surface, undergoing a thorough redox reaction. Hydrocarbons (CxHy) are cleaved, and carbon (C) and hydrogen (H) combine with oxygen (O).
- Product Desorption: The new substances generated from the reaction: carbon dioxide (CO2) and water vapor (H2O) molecules desorb from the catalyst surface and re-enter the gas flow. The catalyst itself does not participate in the final reaction, and its properties and form remain unchanged.
- Heat Release: This oxidation reaction is a strongly exothermic reaction. Part of the heat released is used to maintain the working temperature of the catalyst bed itself, while another part is recovered by the system’s heat exchanger for preheating the incoming waste gas, significantly reducing the additional fuel/power consumption required for system operation.
💎 Introduction to Catalysts
 for Oil Tank Area Waste Gas")
A catalyst is a substance that can alter the rate of a chemical reaction without altering its own chemical properties. It is the absolute core of the catalytic combustion method. They are typically composed of catalytically active materials (metals or metal oxides) and porous catalytic carriers. Precious metal catalysts mainly include Platinum (Pt), Palladium (Pd), and Ruthenium (Ru).
Ever-power utilizes premium ceramic carriers based on silicon-aluminum oxides, formed into highly aerodynamic honeycomb structures. We coat a micro-thin (0.13mm) layer of α-alumina onto this structure, upon which active precious metals are deposited and dispersed in a microcrystalline state. The resulting mold drawers are easy to assemble and disassemble.
A superior catalyst must possess four critical characteristics:
- ✔️ 1. High Activity: Directly dictates the chemical conversion rate. This depends on both the active material and the physical shape of the carrier to maximize contact area.
- ✔️ 2. Good Thermal Stability: Exhaust gas temperatures fluctuate. The catalyst must adapt to temperature changes within a certain range without declining performance or purification efficiency.
- ✔️ 3. High Mechanical Strength: Must resist cracking and wear caused by high temperatures, vibration, and severe airflow scouring, which would otherwise increase bed pressure drop.
- ✔️ 4. Long Service Life: Precious metals are a significant CapEx investment; our catalysts are engineered for extended durability to maximize ROI and reduce operating costs.
🏗️ Catalytic Combustion Device Introduction
 for Oil Tank Area Waste Gas")
Ever-power systems generally utilize Fixed Bed Catalytic Reactors. The design of the reactor is carried out according to strict specifications, ensuring it is easy to operate, maintain, and facilitates the rapid loading and unloading of catalyst drawers during turnarounds.
In the process design phase, specific site conditions are rigorously evaluated. For standard oil tank farm modules (like the 1000 Nm3/h unit), highly integrated skid-mounted designs are utilized. However, for cases with a massively larger gas volume, a component-based flow design is adopted. This means the gas preheater and the main catalytic reactor are installed independently and connected by insulated pipelines, ensuring optimal fluid dynamics and thermal expansion management.
🚨 Safety Design for Oil Tank Area Operations
Combusting organic waste gases from petroleum storage facilities presents severe flammable and explosive risks. The Ever-power equipment design fully considers safety performance during operation and maintenance, featuring the following critical safeguards:
- 1. Anti-Backfire System: A high-grade flame arrester is installed directly in the CO inlet pipeline to physically prevent any system backfire from reaching the tank farm or production facility.
- 2. LEL Real-Time Interlock: Continuous Lower Explosive Limit (LEL) detection monitors the inlet waste gas. If the VOC concentration dangerously exceeds 25% LEL, the system executes an emergency interlock, instantly cutting off the main pipeline valves.
- 3. Explosion Relief: The main CO oxidation chamber is equipped with a calibrated rupture disc. Should abnormal system pressure occur, it safely and instantly relieves pressure to the atmosphere, protecting structural integrity.
- 4. Overpressure/Temp Chain Control: A sophisticated high temperature and overpressure interlock control system monitors chamber dynamics. If thresholds are exceeded, the waste gas is automatically diverted to an emergency discharge state.
- 5. Operational Safety Protocol: Secure access manholes are provided on the equipment box. Strict warning signs are strategically placed at high-temperature zones and rotating equipment to ensure operator safety.
- 6. Fresh Air Purge Valve: A dedicated fresh air inlet is located at the waste gas entrance. This is automatically utilized to purge the system during startup, component failure, or shutdown, completely removing lingering combustible gases to prevent accidents.
🏭 Perfect Manufacturing Facilities
Ever-power is an integrated supplier specializing in the intensive R&D and production of advanced environmental protection systems. Our sprawling industrial park boasts an annual production capacity exceeding 50,000 tons.
 for Oil Tank Area Waste Gas")
We refuse to rely on outsourced, sub-par fabrication. Our facilities are equipped with highly specialized production lines including CNC Cutting Machines, Robot Automatic Welding stations, finned tube rolling machines, laser engraving machines, and large-scale edge planers. This advanced machinery guarantees that every heat exchanger tube and reactor casing is welded with absolute zero-leakage precision, which is paramount for explosion-proof equipment. Adhering strictly to the ISO9001 management system, our production quality maintains a commanding, leading position in the global industry.
💻 Supporting Control & Instrumentation
 for Oil Tank Area Waste Gas")
A highly responsive control architecture is mandatory for managing explosive petrochemical gases. Ever-power provides a complete, turnkey set of electric control equipment and precision instrumentation for all our Catalytic Combustion purification systems.
- Intelligent PLC Automation: Our integrated Programmable Logic Controllers manage the entire pre-purge, heating, VOC introduction, and post-purge sequences automatically, minimizing human error in hazardous zones.
- High-Temperature Valve Control: Valves exposed to thermal stress are equipped with high-grade pneumatic/electric actuators and thick aluminum silicate fiber insulation (≥200mm). The valve plates (310S stainless steel) are adjusted precisely via analog signals from the PLC.
- DCS Integration Ready: All instrumentation panels are designed to seamlessly integrate into the plant’s central Distributed Control System, providing transparent, real-time telemetry for environmental and safety audits.
🏆 Why Partner with Ever-power?
For over 20 years, Ever-power has dominated the engineering of severe-duty environmental equipment. Leveraging our deep R&D activities, technological innovation, and extensive strategic business cooperation, our VOCs Business Department has successfully undertaken the integrated supply of the most complex engineering projects globally.
 for Oil Tank Area Waste Gas")
- ✔️ Full Value-Chain Integration: We do not outsource your safety or compliance. We deliver Process Engineering ➔ Lean CNC Manufacturing ➔ Turnkey Site Installation ➔ Intelligent Commissioning.
- ✔️ Proven by Industry Giants: Our bespoke BL Series VOC systems successfully safeguard the compliance of massive conglomerates, including Shanshui Group, Huarun Power, and top-tier chemical and automotive manufacturing hubs.
- ✔️ Uncompromised Quality Credentials: Fully ISO certified, holding multiple environmental technology patents, and fundamentally compliant with the strictest EPA/EU explosion-proof regulations.
📐 Engineering Selection Guide: Architecting Your CO System
To engineer the precise Catalytic Combustion system for your tank farm or chemical facility, our technical team requires specific operational data to ensure absolute safety and thermal efficiency. Prepare the following parameters:
1. Volumetrics & Thermodynamics
Provide the Maximum Gas Volume (Nm3/h) and the normal incoming Gas Temperature (°C). This dictates the sizing of the internal heat exchanger to ensure we minimize your auxiliary electric heating costs during steady-state operation.
2. VOC Composition, Concentration & LEL (Crucial)
Provide a detailed breakdown of the VOC species (e.g., Benzene compounds, Alkane series) and the Total Inlet Concentration (mg/Nm3). We must accurately calculate the Lower Explosive Limit (LEL) to design the fresh air dilution loops. We also need to identify any catalyst “poisons” present (sulfides, heavy metals) to select the correct precious metal catalyst.
3. Explosion-Proof Requirements & Layout
Specify the required ATEX/Ex proof rating for your zone (e.g., Zone 1 or Zone 2). Also, indicate if your facility layout requires a compact skid-mounted all-in-one unit or a component-based flow design to fit available space.
💰 Value Quantified: Return on Investment (ROI)
Upgrading to an Ever-power Catalytic Combustion system presents a transformational shift in plant economics by drastically lowering the energy penalty associated with older thermal abatement technologies.
The Cost of Outdated Technology
- Energy Bleed in TO: Direct Thermal Oxidizers (TO) operate at 760°C+. If your plant runs continuously, you are drawing massive electrical loads or burning gas every hour just to maintain the destruction temperature, destroying operational profitability.
- Regulatory & Safety Risks: Utilizing cheap, low-efficiency activated carbon boxes for continuous mid-concentration VOCs leads to rapid saturation and sudden emission spikes. In tank farms, saturated carbon poses a severe spontaneous combustion hazard.
The Ever-power Upgrade ROI
- Autothermal Operation: Because the catalyst lowers the oxidation threshold to ~300°C, a sufficient VOC concentration allows the system to run entirely on its own exothermic reaction heat. The 80 Kw electric heaters switch off, and the massive energy savings often pay back the entire CapEx in 12-24 months.
- Absolute Compliance Guarantee: The >98% destruction efficiency ensures your facility remains online 24/7, completely immune to tightening environmental legislation and fully protected from explosion hazards.
🌍 Global Case Studies: Proving Our Authority
🇨🇳 Sinopec Regional Storage Hub (China)
Application: Oil Tank Area Waste Gas
Challenge: Processing highly volatile, fluctuating concentrations of Benzene compounds from tank breathing losses with strict zero-ignition safety mandates.
Solution: Installed the Ever-power CO skid-mounted unit. The integrated flame arresters and LEL interlocks provided perfect safety. Achieved complete autothermal operation during loading operations, slashing electricity usage.
🇺🇸 Texas Gulf Coast Refinery (USA)
Application: Chemical Loading Terminal Exhaust
Challenge: Required an EPA-compliant, explosion-proof purification system for highly concentrated mixed solvents without utilizing open flames.
Solution: Deployed our intrinsically safe Catalytic Oxidizer featuring rupture discs and continuous LEL dilution control. Flameless oxidation neutralized the threat, safely returning the terminal to full compliance.
🇦🇪 Middle East Petrochemical Port (UAE)
Application: Marine Vessel Loading Vapor Recovery Unit (VRU) Tail Gas
Challenge: High ambient temperatures and extreme safety protocols required a system that would not add significant thermal load or ignition risk to the port.
Solution: The Ever-power CO system dropped the reaction temperature requirement from 800°C (standard incineration) down to 300°C. The system operated safely and reliably in the extreme desert environment.
🇩🇪 Rotterdam Chemical Logistics (Europe)
Application: Bulk Liquid Storage Venting
Challenge: Needed an ATEX-compliant solution to handle varying flow rates (from tank breathing to active pumping) of Ethyl acetate and mixed VOCs.
Solution: Engineered a variable-flow capable CO unit. The automated PLC seamlessly adjusted fresh air dilution and electric heating banks to maintain steady 99% purification across all flow regimes.
❓ Engineering & Operational FAQ
What is the difference between this CO system and an RCO?
CO (Catalytic Oxidation) uses a standard tube-and-shell heat exchanger to recover about 60% of the heat, making it compact and perfect for steady, higher-concentration VOC streams (like tank vents). RCO (Regenerative Catalytic Oxidation) uses massive ceramic beds to recover 95% of the heat, making RCO better suited for much larger air volumes with lower VOC concentrations.
Is this system safe for explosive petrochemical gases?
Yes. Safety is the core design principle. The system is intrinsically safe because it utilizes flameless oxidation. It is equipped with upstream flame arresters, continuous LEL monitoring (which automatically dilutes the gas if it approaches 25% of the explosive limit), and mechanical rupture discs to instantly vent any overpressure events safely.
What causes “Catalyst Poisoning”?
Catalyst poisoning occurs when certain elements—specifically Sulfur compounds (H2S), Halogens, Phosphorus, Heavy Metals, or Silicone vapors—permanently bond to the precious metals (Pt/Pd), blinding the catalyst. We perform a thorough chemical analysis of your tank exhaust prior to system design. If poisons are present, we recommend integrating an upstream pretreatment scrubber or utilizing a pure thermal TO system instead.
How long does the catalyst typically last?
Under normal operating conditions with clean VOC streams (free of severe poisons or heavy dust), the high-quality precious metal catalyst in our CO systems typically provides a robust service life of 3 to 5 years. The modular honeycomb drawer design allows for very fast, easy swap-outs when replacement is eventually needed.
How does the system achieve “Autothermal” operation?
The 80 Kw electric heater is only used during cold startup. Once the catalyst reaches roughly 260°C, the oxidation of VOCs releases immense exothermic heat. If the VOC concentration is high enough (approx. 2-3 g/m3), this reaction heat, recovered via the internal heat exchanger, is sufficient to preheat incoming cold gas. The electric heater turns off, and the system runs purely on the energy contained in the waste gas.
Eliminate Explosive VOCs & Ensure Safety Today
Stop exposing your tank farm to the risks of outdated direct incinerators or ineffective carbon filters. Let Ever-power’s senior engineering team design a bespoke, intrinsically safe Catalytic Combustion (CO) system that guarantees > 98% VOC destruction, recovers thermal energy, and secures your plant’s absolute environmental compliance.