Strontium Carbonate Smelting: Magnetic Energy Dewhite Flue Gas Conditioning Project Analysis
Engineering Assessment of Kiln Exhaust Treatment with Flue Gas Condenser and Magnetic Dewhite Integration for RTO-Compatible Emission Control
1. Project Background and Industry Landscape
This engineering assessment examines an emission control retrofit at a strontium carbonate smelting facility located in the Lishui District of Nanjing, within the city’s half-hour economic circle. The enterprise holds a major strontium ore deposit with proven reserves of 240 million tons — one of the largest celestite (SrSO₄) resources globally — and has developed an integrated operation spanning mining, ore dressing, smelting, and processing. The facility’s “Hongyan” brand strontium carbonate has been recognized by the Nanjing municipal government as a “Key Product” and “Quality-Trusted Product,” earning strong domestic market acceptance.
Strontium carbonate serves as a foundational material for the electronics and steel industries, with applications extending to chemicals, military, light industry, ceramics, and pyrotechnics — earning it the designation of industrial “monosodium glutamate” for its versatile utility. The global strontium carbonate market has demonstrated robust growth, with industry research indicating revenues reaching $280 million in 2022 and projected expansion to $330 million by 2029, maintaining a 2.5% compound annual growth rate. While China dominates global production volume, the industry continues to evolve toward higher-technology products and environmentally sustainable manufacturing.
The facility’s upgrade imperative: With tightening national environmental standards under GB 31573-2015 and intensifying regional enforcement in the Yangtze River Delta, the smelting operation required comprehensive exhaust conditioning to achieve special emission limits while eliminating visible white plumes from the kiln stack.
2. Flue Gas Characterization and Pollutant Profile
Strontium carbonate kiln exhaust presents a distinctive pollutant signature arising from the thermal decomposition of celestite ore and subsequent reduction processes. The baseline environmental assessment reveals the following inlet conditions:
| Параметр | Value | Unit | Engineering Significance |
|---|---|---|---|
| Standard Gas Volume Flow | 46,500 | Nm³/h | Moderate scale; single-unit treatment viable |
| Flue Gas Temperature | 50 | ℃ | Post-dust collector temperature; near saturation |
| Oxygen Content (Actual / Baseline) | — / — | % | Not specified; oxygen monitoring recommended |
| Nitrogen Oxides (NOₓ) | 50 | mg/Nm³ | At special emission limit; marginal compliance |
| Sulfur Dioxide (SO₂) | 100 | mg/Nm³ | 3.3× over special emission limit; desulfurization required |
| Particulate Matter | 50 | mg/Nm³ | 5× over special emission limit; primary target |
| Оксид углерода (CO) | — | mg/Nm³ | Not specified; combustion monitoring recommended |
| Фтористый водород (HF) | — | mg/Nm³ | Not specified; fluoride monitoring recommended |
| Arsenic (As) | — | mg/Nm³ | Not specified; heavy metal monitoring recommended |
| Inlet Humidity to Dewhite Unit | 50 | % | High moisture; white plume driver; water recovery potential |
Emission Standards (GB 31573-2015 — Inorganic Chemical Industry Pollutant Discharge Standard):
| Pollutant | Special Emission Limit | Unit |
|---|---|---|
| Nitrogen Oxides (NOₓ) | 50 | mg/Nm³ |
| Sulfur Dioxide (SO₂) | 30 | mg/Nm³ |
| Particulate Matter | 10 | mg/Nm³ |
| Dewhite (Visual Standard) | No visible white plume | — |
Critical Diagnostic Finding: The particulate loading of 50 mg/m³ and SO₂ concentration of 100 mg/m³ represent 5-fold and 3.3-fold exceedances of special emission standards, respectively. While less severe than phosphorus or lead-zinc smelting cases, the strontium carbonate kiln exhaust still requires comprehensive conditioning. The 50% relative humidity at 50℃ indicates substantial water vapor content — both a compliance challenge (white plume generation) and a resource opportunity (water recovery). For facilities evaluating regenerative thermal oxidizer (RTO) systems for VOC-laden exhaust streams in comparable kiln operations, this moderate pollutant loading suggests that RTO integration may be feasible with lighter pre-treatment requirements than heavy metallurgical applications.
3. Process Flow and System Architecture
3.1 Kiln Exhaust Treatment Sequence
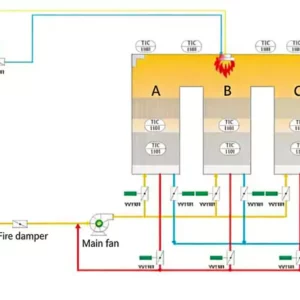
The raw flue gas treatment pathway follows a multi-stage conditioning sequence: Kiln → Gravity Dust Collector → Waste Heat Boiler → Electrostatic Precipitator → Desulfurization Tower → Stack Discharge. This existing infrastructure provided the foundation for the magnetic dewhite upgrade.
The technological retrofit introduced two new equipment additions: a flue gas condenser and a magnetic dewhite unit, designed to further enhance treatment efficiency and effectiveness. The process sequence operates as follows: First, flue gas passes through the desulfurization tower for preliminary treatment. The conditioned gas is then conveyed to the flue gas condenser, where condensation technology reduces the gas temperature to 40℃. Subsequently, the cooled gas enters the magnetic dewhite unit, where magnetic field action removes residual particulates and contaminants from the exhaust. Finally, the thoroughly treated clean gas discharges to atmosphere through the existing stack.

Figure 1: Plant Area Process Flow — Kiln exhaust conditioning through gravity dust collection, waste heat recovery, electrostatic precipitation, desulfurization, condensation, and magnetic dewhite treatment
3.2 Design Elevation and Physical Layout
The three-dimensional elevation drawing illustrates the vertical integration of the retrofit components, showing the flue gas condenser and magnetic dewhite unit integrated with the existing desulfurization tower and stack infrastructure:

Figure 2: Design Elevation Drawing — 3D visualization of retrofit system integration with existing infrastructure
System Integration Note: The existing treatment train — gravity dust collector, waste heat boiler, electrostatic precipitator, and desulfurization tower — provided substantial upstream conditioning. The retrofit added two stages: flue gas condensation (temperature reduction to 40℃) and magnetic dewhite (final particulate and plume control). This approach of leveraging existing infrastructure and adding targeted polishing stages is directly analogous to система РТО retrofit strategies, where existing dust collectors and scrubbers are retained and the RTO is added as a VOC destruction stage.
4. Equipment Specification and Sizing Parameters
The magnetic dewhite unit was sized to handle the conditioned kiln exhaust after desulfurization and condensation. The following specifications were established:
| Item | Unit | Параметр | Engineering Notes |
|---|---|---|---|
| Unit Model | — | BLCNXB-5W | Compact magnetic energy dewhite unit |
| Layout Configuration | — | External Split-Mount | Independent of existing desulfurization tower |
| Inlet / Outlet Orientation | — | Lower-Side In, Top Out | Gravity-assisted gas-liquid separation |
| Purification Efficiency | % | 97 | Particulate matter removal rate |
| Inlet Mixed Pollutant Concentration | mg/Nm³ | 50 | Post-desulfurization and condensation loading |
| Outlet Mixed Pollutant Concentration | mg/Nm³ | 10 | Meets special emission standard |
| Unit Pressure Drop | Pa | 250 | Minimal impact on existing fan capacity |
| Design Gas Flow Rate | Nm³/h | 50,000 | Matched to conditioned kiln exhaust |
| Inlet Gas Temperature | ℃ | Approximately 40 | Post-condenser temperature |
| Magnetic Purification Material | — | Graphene Composite | High specific surface area; corrosion-resistant |
| Equipment Dimensions (L×W×H) | m×m×m | 6.1 × 4.2 × 13.5 | Compact footprint for 50,000 Nm³/h capacity |
| Magnetic Generator Model | — | BLEMG-1K5 | 1.5 kW-class magnetic energy generator |
Material Selection Rationale: The graphene composite specification for magnetic purification components provides chemical stability and high specific surface area in a compact configuration. At 6.1 × 4.2 × 13.5 m, the unit demonstrates that magnetic dewhite technology can achieve high purification efficiency (97%) in a relatively small footprint — a significant advantage for retrofit installations where space is constrained. For оборудование РТО installations in comparable space-limited facilities, compact rotary RTO configurations offer similar footprint advantages while delivering 97%+ thermal efficiency.
5. Operational Results and Performance Verification
5.1 Commissioning and System Performance
The magnetic dewhite unit achieved full operational success during initial commissioning, with all operating data and dewhite performance metrics meeting design targets and specifications. This outcome validated both the unit’s high efficiency and the reliability of the magnetic energy technology platform for strontium carbonate smelting applications.
5.2 Before-and-After Visual Comparison
The visual transformation provides immediate evidence of system effectiveness:

Figure 3: Magnetic Dewhite Device Comparison — System deactivated (left) showing visible white plume versus system activated (right) showing clean stack discharge
The left image captures the stack with the magnetic dewhite system deactivated — a distinct white plume is visible against the sky. The right image, with the system fully operational, shows a clean stack with virtually no visible emission. This visual improvement directly addresses community concerns in the Nanjing metropolitan area, where environmental awareness is high and regulatory enforcement is stringent. For регенеративный термический окислитель exhaust streams in comparable urban-adjacent facilities, comparable post-treatment conditioning is essential — even with 99%+ VOC destruction efficiency, water vapor from combustion can create visible plumes that trigger complaints and regulatory scrutiny.
6. Energy Consumption and Operating Economics
The system operates at a rated power of 57 kW, with annual operating days of 330 days and an average electricity tariff of 0.46 RMB/(kW·h).
Energy Consumption Calculation:
• Annual electricity cost: 57 kW × 24 h × 330 d × 0.46 RMB = 207,700 RMB/year
• Total annual operating cost: approximately 207,700 RMB (20.77万元)
Economic Context: For a strontium carbonate smelting facility with substantial ore reserves and established market presence, an annual operating cost of approximately 207,700 RMB represents a modest investment in environmental compliance. The integration with the existing waste heat boiler — which recovers thermal energy from kiln exhaust before dust collection — further improves overall energy efficiency. When evaluating система РТО economics for comparable kiln operations, the relatively moderate 57 kW power draw and existing waste heat recovery infrastructure suggest that RTO integration could be economically viable with waste heat recovery offsetting supplemental fuel costs.
7. Operational Risk Assessment and Maintenance Protocols
Strontium carbonate kiln exhaust presents specific operational challenges that require targeted maintenance strategies:
Risk One: Extreme Corrosivity from Multi-Acid Exhaust
Strontium carbonate kiln exhaust contains sulfur dioxide, hydrogen fluoride, silicon tetrafluoride, and hydrogen sulfide, along with dust and crystalline salts. The exhaust exhibits extreme corrosivity, with magnetic dewhite captured water showing strong acidity at pH approximately 2 — indicating extreme corrosivity that demands specialized material specifications.
Mitigation: The graphene composite magnetic purification material and external split-mount configuration minimize corrosion exposure. For RTO installations in comparable acid-rich environments, ceramic media housing materials, valve seals, and burner components must be specified with equivalent corrosion resistance. Leading manufacturers offer specialized acid-resistant configurations for carbonate and mineral processing applications.
Risk Two: Particulate Adhesion and Equipment Fouling
Exhaust particulate matter exhibits strong adhesion characteristics, requiring enhanced equipment flushing pressure and increased circulating water volume to prevent accumulation and maintain performance.
Mitigation: Regular back-flushing protocols with elevated pressure and flow rates prevent particulate buildup. For RTO pre-treatment dust collector systems in comparable service, bag filter cleaning cycles and electrostatic precipitator rapping frequency must be similarly intensified to prevent particulate breakthrough that would foul ceramic heat exchange media.
Risk Three: High Ambient Humidity Impact on System Design
The Nanjing location experiences high environmental humidity, which must be fully considered during magnetic dewhite unit design. Local temperature and humidity parameters directly influence condensation performance and water recovery efficiency.
Mitigation: Design calculations incorporate local meteorological data for humidity and temperature ranges. For RTO installations in comparable high-humidity climates (e.g., Southeast Asia, coastal China), ambient humidity affects post-treatment plume visibility and may require enhanced condensation or magnetic dewhite stages to achieve visual compliance.
8. Engineering Insights and Technical Recommendations
This strontium carbonate smelting facility case study yields several transferable insights for emission control engineering across mineral processing and carbonate manufacturing industries:
Insight One: Condensation Pre-Treatment Enhances Magnetic Dewhite Performance
The addition of a flue gas condenser — reducing exhaust temperature from 50℃ to 40℃ before magnetic dewhite treatment — significantly improves particulate capture efficiency and water recovery rates. Lower gas temperatures increase water vapor condensation, reducing the latent heat load on the magnetic dewhite unit and improving overall system performance. For RTO installations, analogous pre-cooling can improve thermal efficiency by reducing the energy required to heat exhaust to oxidation temperature.
Insight Two: Waste Heat Recovery Should Precede Emission Control
The existing waste heat boiler — positioned before the dust collector and electrostatic precipitator — recovers thermal energy from the hottest exhaust stream, maximizing energy recovery efficiency. This sequencing is thermodynamically optimal: heat recovery at highest temperature, followed by particulate removal, acid gas treatment, condensation, and final polishing. For RTO installations, waste heat recovery from the oxidation chamber (at 750-850℃) should similarly be positioned to maximize thermal energy extraction before exhaust cooling and discharge.
Insight Three: Compact Footprint Enables Urban-Adjacent Installation
The 6.1 × 4.2 × 13.5 m dimensions demonstrate that effective emission control can be achieved in a compact configuration suitable for facilities near urban areas. The Nanjing location — within the half-hour economic circle and 18 km from the international airport — demands minimal visual and spatial impact. For RTO installations in comparable urban-adjacent facilities, compact rotary configurations with minimal footprint and low noise emissions are essential for community acceptance.
Insight Four: pH Monitoring Drives Material Selection and Maintenance Scheduling
The captured water pH of approximately 2 reveals the true corrosivity of strontium carbonate kiln exhaust. This data point should drive not only initial material selection but also maintenance scheduling — components exposed to pH 2 condensate require more frequent inspection and replacement than those in neutral environments. For RTO ceramic media in comparable service, acid-resistant formulations and protective coatings extend media life from 2-3 years to 5+ years.
Final Assessment: Strontium carbonate smelting presents a moderate but still challenging emission control scenario — moderate gas volumes (46,500 Nm³/h), significant corrosivity (pH ~2 condensate), and stringent visual standards in an urban-adjacent location. The successful application of magnetic energy dewhite technology with integrated condensation pre-treatment in this case, achieving 97% purification efficiency and complete white plume elimination while operating at modest 57 kW power draw, demonstrates that integrated physical-field treatment approaches can achieve compliance economically. For facilities evaluating regenerative thermal oxidizer (RTO) systems for VOC control in comparable mineral processing or carbonate manufacturing environments, the lessons from this case — condensation pre-treatment, waste heat recovery sequencing, compact footprint design, and pH-driven maintenance protocols — provide a proven framework for successful project execution.
Regenerative Thermal Oxidizer (RTO) Integration for Strontium Carbonate and Mineral Processing Facilities
For strontium carbonate, mineral processing, and carbonate manufacturing facilities evaluating regenerative thermal oxidizer technology, the engineering principles from this case study carry direct applicability:
RTO Pre-Treatment for Moderate-Volume Kiln Exhaust
Strontium carbonate kiln exhaust at 46,500 Nm³/h with 50 mg/Nm³ particulates and 100 mg/Nm³ SO₂ requires moderate pre-treatment before RTO integration. The existing gravity dust collector, waste heat boiler, and electrostatic precipitator provide substantial upstream conditioning. Ever-power RTO systems are engineered to accept pre-conditioned streams with particulate loading below 10 mg/Nm³, making this case’s magnetic dewhite output directly compatible with RTO inlet requirements.
Dust Collector System Integration with RTO for Mineral Processing
The existing gravity dust collector and electrostatic precipitator from this case study represent the first line of defense for RTO ceramic media protection. A properly designed dust collector system must reduce particulate loading from 50 mg/Nm³ raw to below 10 mg/Nm³ at RTO inlet. For mineral processing applications, the dust collector system typically combines mechanical separation (gravity, cyclone) with electrostatic or filtration polishing to achieve RTO-compatible inlet conditions.
RTO Waste Heat Recovery for Kiln Pre-Heating
The 57 kW operating load of this magnetic dewhite system could be substantially offset by integrating RTO waste heat recovery. Ever-power RTO systems with 97% thermal efficiency and integrated hot air recovery can provide pre-heated combustion air for the kiln or drying operations, reducing overall facility energy consumption. The existing waste heat boiler in this case study demonstrates the facility’s commitment to energy recovery — RTO integration would extend this philosophy to the thermal oxidation stage.
RTO Compliance for Urban-Adjacent Mineral Processing
Strontium carbonate facilities near urban centers like Nanjing must comply with GB 31573-2015 special emission limits while minimizing visual impact and noise. A standalone RTO addresses VOC and organic pollutant destruction but must be paired with particulate and acid gas control (as demonstrated in this case) to achieve full regulatory compliance. The integrated approach — dust collector system + waste heat recovery + electrostatic precipitation + desulfurization + condensation + magnetic dewhite + RTO — represents the comprehensive emission control architecture for urban-adjacent mineral processing.
Frequently Asked Questions: Strontium Carbonate Emission Control and RTO Systems
What is the best emission control technology for strontium carbonate smelting?
For strontium carbonate facilities with rotary kiln operations and 46,500 Nm³/h exhaust volumes, the optimal configuration combines gravity dust collection, waste heat recovery, electrostatic precipitation, wet desulfurization, flue gas condensation, and magnetic energy dewhite technology for particulate capture and plume elimination. For VOC co-emissions from organic process additives or fuel combustion, integration with a regenerative thermal oxidizer (RTO) provides comprehensive thermal destruction at 99.9%+ efficiency.
Can RTO systems handle moderate-volume exhaust from carbonate kilns?
Standard RTO systems are well-suited for 46,500 Nm³/h capacity, with single-unit rotary configurations handling this flow range efficiently. The 50 mg/Nm³ particulate and 100 mg/Nm³ SO₂ loading in strontium carbonate exhaust is moderate compared to heavy metallurgical applications. With proper upstream conditioning — as documented in this case study achieving 97% particulate removal and acid neutralization — RTO systems can safely process conditioned kiln exhaust. Key requirements include: inlet particulate loading below 10 mg/Nm³, acid gas neutralization to pH 6-8, and integration with existing waste heat recovery systems.
How does flue gas condensation improve magnetic dewhite and RTO performance?
Flue gas condensation — reducing exhaust temperature from 50℃ to 40℃ as in this case — provides three benefits: (1) increased water vapor removal before magnetic dewhite, reducing the latent heat load and improving particulate capture efficiency; (2) enhanced water recovery for process reuse; (3) reduced moisture content at RTO inlet, improving thermal efficiency by minimizing energy consumed in heating water vapor to oxidation temperature. For RTO installations, pre-cooling from 50℃ to 40℃ can improve net thermal efficiency by 2-3 percentage points.
What is the typical ROI for strontium carbonate emission control upgrades?
Based on this case study’s operating data (annual electricity cost ~207,700 RMB for 57 kW system), payback periods typically range from 18-36 months when factoring in avoided regulatory penalties, eliminated production restrictions, and enhanced facility reputation. For strontium carbonate facilities facing GB 31573-2015 compliance deadlines in the Yangtze River Delta region, the payback is effectively immediate — non-compliance can trigger indefinite operational suspension. Integration with RTO waste heat recovery can further improve economics by generating hot air for kiln pre-heating or drying operations.
How do I select the right dust collector system for RTO pre-treatment in mineral processing?
For strontium carbonate facilities requiring RTO integration, the dust collector system must achieve particulate loading below 50 mg/Nm³ at the RTO inlet, with magnetic dewhite or wet scrubbing providing final polishing to 10 mg/Nm³. For mineral processing applications, the dust collector system typically combines gravity separation for coarse particulate removal with electrostatic precipitation or bag filtration for fine capture. The dust collector system must be designed as an integrated component of the complete emission control train, with material specifications addressing the pH ~2 condensate conditions.
What are the key design considerations for RTO exhaust plume management in high-humidity climates?
Even RTO systems achieving 99.9% VOC destruction efficiency can produce visible water vapor plumes when processing high-humidity exhaust streams in climates like Nanjing’s. Post-RTO conditioning using magnetic dewhite or condensation-based technologies ensures both regulatory compliance and community acceptance. For регенеративный термический окислитель installations in high-humidity climates, design must incorporate local meteorological data for humidity and temperature ranges. The condensation stage should be sized for worst-case summer conditions, not average annual conditions, to ensure year-round visual compliance.